
Reducing casting defects is less about catching bad parts and more about controlling the process so defects never form. Iron casting defects such as porosity, shrinkage, hot tearing, cold shut, and sand inclusion almost always trace back to a controllable variable: sand moisture, melt chemistry, gating geometry, pouring temperature, or solidification feeding. This guide walks through the five control points where most defects are prevented, then gives a defect-to-action reference table you can apply on your own parts. For the underlying causes of each defect, see our companion catalog of common iron casting defects.
Prevention vs Detection
Prevention and detection are different strategies with very different costs. Detection — finding a defect by inspection — still leaves you with a scrap casting and lost melt, mold, and machining time. Prevention designs the defect out before pouring. Industry scrap rates typically run between 2% and 8%, and the gap between an average and a well-controlled foundry is almost entirely prevention discipline. The most effective foundries shift effort upstream: process simulation before tooling, parameter control during production, and fast feedback when a defect appears so the same defect is not repeated on the next mold.
1. Mold and Sand Control
The mold is the first defect source. Sand inclusions, blowholes, and dimensional shift all originate here. Keep sand moisture within a tight band — excess moisture (over roughly 3.0% in green sand) generates steam and gas porosity, while too little reduces strength and invites erosion. Maintain consistent compaction and grain-size distribution so the mold resists erosion from the metal stream. Provide adequate venting so gases escape rather than becoming trapped as pinholes or blowholes. Apply mold coatings as a barrier on critical surfaces, and use guide pins and adequate clamping to prevent mismatch (shift) at the parting line.
2. Melt and Chemistry Control
Defects rooted in the metal itself — gas porosity, hot tearing, and slag inclusion — are controlled in the melt. Verify chemistry with a spectrometer on every heat rather than trusting charge calculations alone. Control sulfur, which raises hot-tearing susceptibility in gray iron and interferes with nodularity in ductile iron. Degas the melt to remove dissolved hydrogen and nitrogen before pouring, and skim slag thoroughly before tapping. For ductile iron, correct magnesium treatment and inoculation are essential for nodule formation; under-treatment produces weak, defect-prone castings. Clean charge materials reduce dross and slag entrainment at the source.
3. Gating and Risering Design
Gating and risering decide how metal fills the mold and how it solidifies — the two biggest drivers of shrinkage and cold shut. Design the gating system for smooth, non-turbulent filling with a single advancing flow front; turbulence entrains air and oxides, while split flow fronts that meet too late create cold shuts. Use ceramic foam filters to trap slag and dross in the running system. Design risers for directional solidification, so the casting freezes progressively from thin sections toward the riser, which stays liquid longest and feeds shrinkage. Place chills in heavy sections to equalize cooling. Modern foundries validate gating and riser design with solidification simulation before tooling is cut, catching feeding problems on screen rather than in steel.
4. Pouring Practice
Even a sound mold and clean melt produce defects if poured poorly. Maintain the correct pouring temperature — too low (below about 2450 degrees F for thin-wall iron) causes cold shut and misruns, while too high promotes gas pickup, sand burn-on, and shrinkage. Keep a steady, uninterrupted pour at a rate matched to section thickness; interruptions create cold shuts and laps. Use ladles with teapot spouts or slag traps to keep slag out of the mold, and keep the metal stream short and controlled to limit air entrainment. Consistent pouring practice, documented and repeatable, is one of the highest-leverage and lowest-cost prevention measures available.
5. Inspection and Feedback
Inspection's job in a prevention system is not just to sort good from bad — it is to generate data that closes the loop. Inspect the first-article casting before a production run to catch dimensional shift and feeding problems early. Use non-destructive testing (visual, dimensional, dye penetrant, radiographic, or ultrasonic as the part requires) to find internal defects, and record defect type, location, and frequency. Feed that data back to the responsible process — a cluster of shrinkage means revisit risering; recurring sand inclusion means revisit mold quality. This corrective-action discipline is exactly what a ISO 9001 quality system formalizes, and it is what converts one-time fixes into permanently lower scrap.

Defect-to-Action Reference
| Defect | Primary root cause | Highest-leverage prevention |
|---|---|---|
| Gas porosity | Trapped gas / mold moisture | Degas melt, dry & vent mold, control sand moisture <3.0% |
| Shrinkage | Inadequate feeding | Directional solidification, riser sizing, chills, simulation |
| Hot tearing | Constrained contraction + high sulfur | Lower sulfur, collapsible sand, gradual section transitions |
| Cold shut | Low pour temp / split flow front | Raise pour temp, single-front gating, steady pour rate |
| Sand inclusion | Mold erosion | Sand quality, mold coatings, low-turbulence gating |
| Slag inclusion | Slag entrained in pour | Skim slag, ceramic foam filters, teapot ladle |
| Mismatch (shift) | Misaligned mold halves | Guide pins, clamping, pattern maintenance, first-article check |
Match each recurring defect to its highest-leverage prevention rather than treating symptoms downstream. To compare how different molding processes influence defect tendencies, see green sand vs resin sand vs no-bake, and to align material choice with application demands, see how to choose a cast iron material.
Want a foundry that prevents defects rather than sorts them out? Explore our casting services or request a quote for your next iron casting project.
Frequently Asked Questions
How can casting defects be prevented? Casting defects are prevented by controlling the process at every stage: consistent sand moisture and compaction with good venting, verified melt chemistry and degassing on each heat, gating and risering designed for smooth fill and directional solidification, correct pouring temperature and steady rate, and early inspection that feeds corrective action back upstream.
What are the remedies for casting defects? Remedies depend on the defect's root cause: degassing and venting for porosity; riser and chill optimization for shrinkage; lower sulfur and collapsible molds for hot tearing; higher pour temperature for cold shut; and slag skimming with ceramic foam filters for slag inclusion. The most reliable remedy is upstream prevention, not downstream repair.
Can casting defects be repaired? Some can. Minor surface porosity may be repaired by impregnation, welding, or metal-filled fillers if the application allows, but internal porosity and shrinkage usually require scrapping the part. Repair is case-by-case and customer-approved; preventing the defect through process control is always cheaper and more reliable.
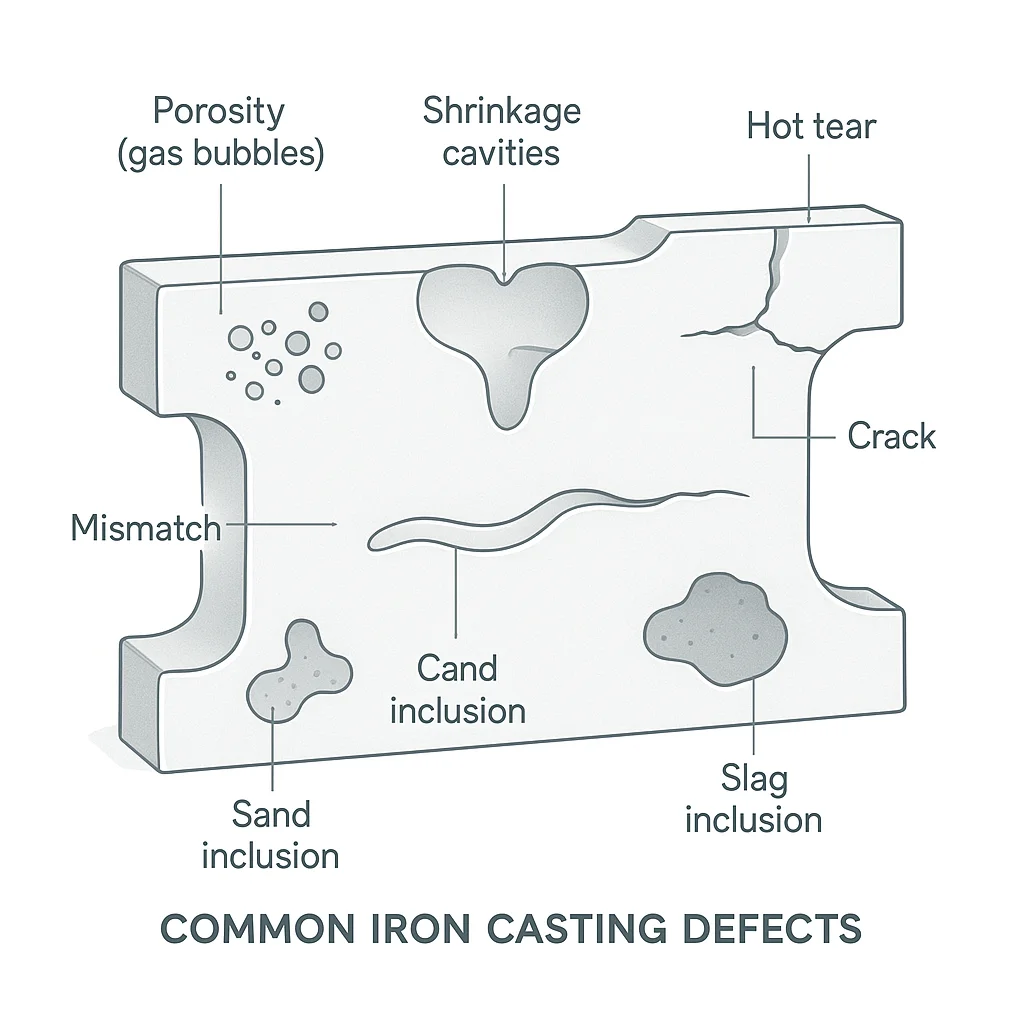
What are the most common casting defects to control first? The five most common iron casting defects to prioritize are porosity, shrinkage, cold shut, sand inclusion, and slag inclusion. Porosity is the most frequent, and shrinkage the most costly when undetected. Controlling melt cleanliness, mold quality, and feeding addresses the majority of foundry scrap.
What scrap rate should a well-controlled foundry achieve? Typical foundry scrap rates range from about 2% to 8%, while well-managed facilities with disciplined process control commonly achieve below 3%. Lower rates come from prevention — simulation, parameter control, and corrective-action feedback — rather than from heavier final inspection alone.