
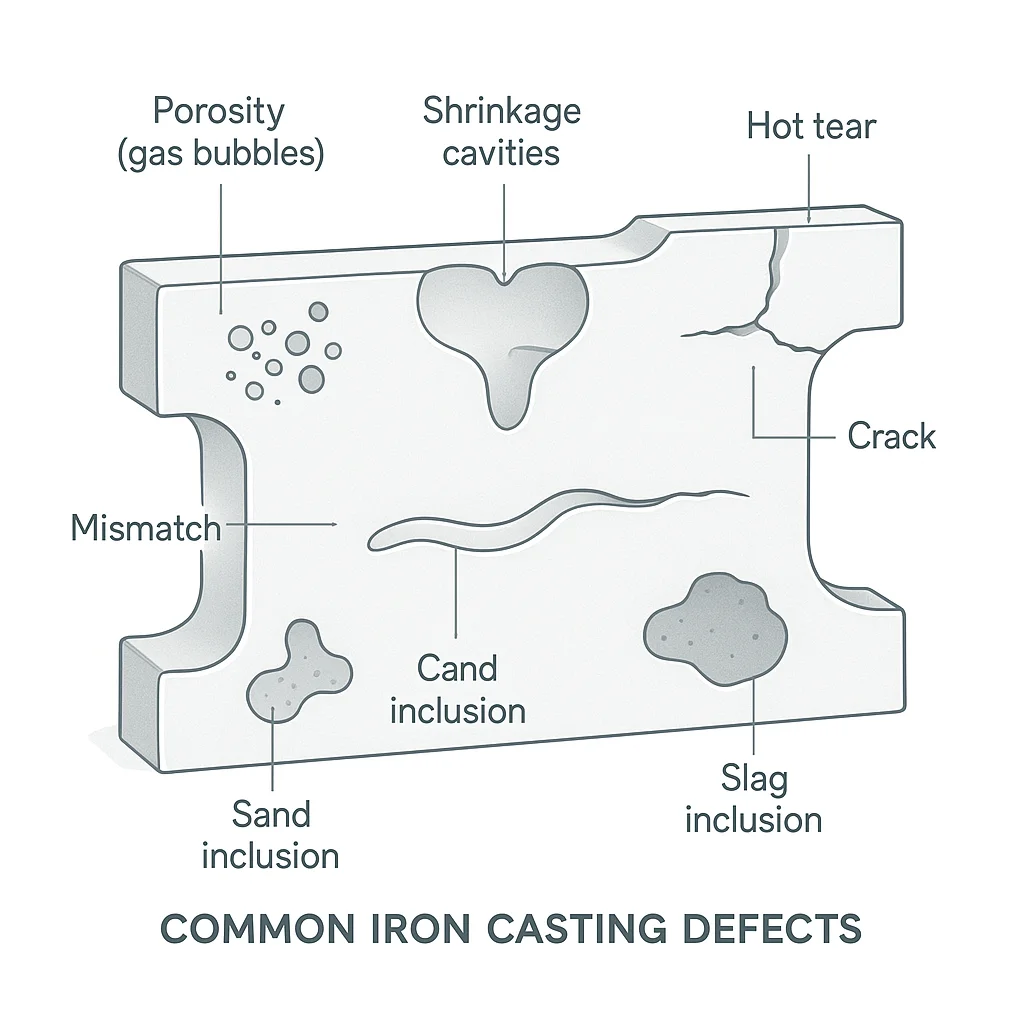
Casting defects are imperfections that occur during the iron casting process. While no foundry can eliminate defects entirely, understanding their root causes and implementing proper prevention methods can dramatically reduce scrap rates and improve casting quality. The seven most common iron casting defects are porosity, shrinkage, hot tearing, cold shut, sand inclusion, mismatch, and slag inclusion — each caused by specific factors in mold design, metal chemistry, or process control.
For engineers, procurement professionals, and quality managers, knowing these defects is the first step toward selecting a foundry partner capable of delivering consistent, high-quality castings.
Why Casting Defects Happen
Casting defects arise from three primary sources: mold design issues, process parameter deviations, and metal chemistry problems. Inconsistent pouring temperature, poor venting, improper gating design, moisture in molding sand, and inadequate metal treatment all contribute to defect formation.
Related reading: Different casting processes produce different defect patterns. Compare green sand, resin sand, and no-bake casting.
The relationship between cause and effect in casting is complex. A seemingly minor change in pouring speed or sand moisture can trigger a cascade of defects. This is why experienced foundries invest heavily in process control systems, standardized operating procedures, and regular quality audits.
According to industry data, typical foundry scrap rates range from 2% to 8%, with well-managed facilities achieving rates below 3%. Understanding the seven most common defects below is essential for both casting buyers and foundry engineers.
1. Porosity (Gas Porosity)
Porosity refers to gas bubbles trapped inside the solidifying metal, creating cavities that weaken the casting's structural integrity. Two main forms exist: pinholes (small, spherical cavities on the surface) and blowholes (larger, smooth-walled cavities often found near the casting surface).
Causes: Porosity occurs when gas — primarily hydrogen, oxygen, or nitrogen — becomes trapped in the molten metal and fails to escape before solidification. Common sources include moisture in the mold or core sand (over 3.0% moisture significantly increases risk), inadequate mold venting, excessive gas content in the melt, and turbulent pouring that entrains air.
Prevention: Effective degassing of the molten metal, thorough mold drying, proper vent placement, and controlled pouring speed all reduce porosity risk. Foundries also use ladle treatment and filtration to minimize gas pickup. Maintaining mold moisture below recommended levels is one of the most cost-effective prevention measures.
Detection: Visual inspection for surface blowholes, radiographic testing (X-ray) for internal porosity, and pressure testing for leak-tightness in critical applications.
2. Shrinkage
Shrinkage is a casting defect caused by the natural contraction of metal during solidification. As liquid metal cools and transforms to solid, its volume decreases by approximately 3% to 7% for most cast irons. If the solidifying area is not supplied with additional molten metal — a process called feeding — voids and cavities form.
Causes: Improper riser design, inadequate feeding distance, excessive cooling rate in thick sections, and low pouring temperature. Dispersed shrinkage appears as small, interconnected cavities, while macro-shrinkage forms larger, irregular voids.
Prevention: The most effective approach is directional solidification design, where the casting solidifies progressively from thin sections toward the riser. Optimized riser size and placement, chill placement in thick sections, and controlled pouring temperature all contribute to sound castings. Computer simulation of solidification has become an essential tool for riser design in modern foundries.
Detection: Radiographic testing, ultrasonic inspection, and sectioning for visual examination of internal cavities.
3. Hot Tearing
Hot tearing (also called hot cracking) is a defect characterized by irregular cracks that form near the solidus temperature — approximately 2100°F to 2200°F for gray iron — during solidification. These cracks propagate along grain boundaries and are often accompanied by oxidized surfaces.
Causes: Hot tears occur when the solidifying casting is subjected to tensile stress while a small amount of liquid film still exists between solid grains. Contributing factors include constrained contraction due to mold rigidity, high sulfur content in the metal, improper gating design that creates stress concentration, and alloys with a wide freezing range.
Prevention: Alloy selection is critical — lower sulfur content and proper nodularity in ductile iron reduce hot tearing susceptibility. Mold collapsibility, achieved through proper sand selection and core design, allows the casting to contract naturally. Gradual section transitions reduce stress concentration at thick-to-thin junctions.
Detection: Visual inspection for surface cracks, dye penetrant testing, and microscopic examination of crack morphology to distinguish hot tears from cold cracks.
4. Cold Shut
Cold shut appears as fine seams or cracks on the casting surface where two streams of molten metal failed to fuse completely. The edges of a cold shut are typically rounded, distinguishing them from hot tears.
Causes: Cold shuts happen when the leading edges of the molten metal stream cool below the fusion temperature before meeting. Primary causes include low pouring temperature (below 2450°F for thin-wall iron castings), interrupted pour, inadequate metal fluidity, poor gating design that creates separate flow fronts, and thin section geometry that causes rapid cooling.
Prevention: Maintaining proper pouring temperature, increasing pouring rate for thin-wall castings, optimizing runner and gate design to ensure a single flow front, and preheating complex molds all reduce cold shut risk. For intricate castings, computer flow simulation helps identify problem areas before mold production begins.
Detection: Visual inspection is usually sufficient for surface cold shuts. Radiographic testing may be needed for internal cold shuts at section junctions.
5. Sand Inclusion
Sand inclusion refers to sand particles from the mold or core becoming embedded in the casting surface. These appear as irregular cavities with rough, sandy interiors.
Causes: Erosion of the mold surface by turbulent molten metal, inadequate sand strength or compaction, weak bonding between sand grains, improper mold coating application, and high pouring velocity at gate entries.
Prevention: Proper sand quality control — including consistent grain size distribution, adequate clay content, and optimal moisture levels — reduces erosion risk. Mold coatings act as a barrier between sand and molten metal. Gating design that minimizes turbulence and directs metal flow away from critical mold surfaces is equally important.
Detection: Visual inspection reveals most sand inclusions. Microscopic analysis of the defect area can confirm the presence of sand particles.
To address surface defects and improve final part quality, explore our surface treatment services for professional finishing solutions.
6. Mismatch (Shift)
Mismatch, also called shift, is a dimensional defect where the two halves of the casting are misaligned. This creates a step or offset at the parting line, affecting dimensional accuracy and often requiring additional machining or scrapping.
Causes: Misalignment of mold halves during assembly, worn pattern or core box equipment, improper clamping force, vibration or movement during pouring, and mismatch between core prints and core seats.
Prevention: Regular pattern and core box maintenance, proper alignment marks or guide pins on mold equipment, adequate clamping force matched to mold size, and stable pouring platforms. Dimensional inspection of the first-off casting verifies alignment before production runs.
Detection: Visual inspection and dimensional measurement at the parting line. Coordinate measuring machines (CMM) identify the magnitude and direction of shift.
7. Slag Inclusion
Slag inclusion occurs when non-metallic materials — typically oxides, dross, or slag from the melting process — become trapped in the casting. These appear as dark or gray pockets or ribbon-like entrainments, most commonly found near the end of metal flow or in the upper portions of the casting.
Causes: Inadequate slag removal during melting and pouring, dirty charge materials, improper use of fluxes, turbulent pouring that entrains surface oxides, and lack of filtration in the gating system.
Prevention: Proper slag skimming techniques before pouring, use of ceramic foam filters in the gating system, clean charge materials, and controlled, non-turbulent pouring. Ladle design with teapot spouts or slag traps also reduces slag entry. Pouring temperature management keeps slag fluid and easier to remove.
Detection: Visual inspection of machined surfaces, radiographic testing for internal inclusions, and ultrasonic inspection for larger defects.
How We Control Quality at Every Step
At Matson Iron Casting, defect prevention begins at the quoting stage and continues through final inspection. Our quality management system includes:
- Process simulation — Computer modeling of fill and solidification to identify potential defects before tooling is made
- Material testing — Spectrochemical analysis of each heat to verify chemistry
- In-process inspection — Real-time monitoring of sand properties, pouring temperature, and mold quality
- Non-destructive testing — Radiographic, ultrasonic, and dye penetrant inspection for critical castings
- Dimensional verification — CMM inspection to confirm every casting meets print specifications
With experience spanning gray iron, ductile iron, and alloy castings across automotive, industrial, pump and valve, and heavy machinery sectors, our foundry engineers understand how to prevent defects before they happen — saving you time, cost, and rejected parts.

Looking for a foundry partner with proven quality control? Explore our casting services or request a quote for your next project.
Frequently Asked Questions
What is the most common defect in iron casting? Porosity is the most common defect in iron casting, occurring when gas becomes trapped in the solidifying metal. It accounts for a significant portion of foundry scrap and is most effectively prevented through proper mold venting, metal degassing, and moisture control.
Can casting porosity be repaired? Minor surface porosity can sometimes be repaired through impregnation, welding, or metal-filled epoxy fillers, but this depends on the application and customer specifications. Internal porosity generally requires scrapping the casting. Prevention through process control is always preferable to repair.
What causes hot tearing in ductile iron castings? Hot tearing in ductile iron is typically caused by constrained contraction during solidification combined with the presence of liquid films at grain boundaries. High sulfur content, improper mold rigidity, and alloys with wide freezing ranges increase susceptibility.
How do foundries prevent casting defects? Foundries prevent defects through a combination of computer process simulation, controlled melt practices, standardized mold preparation procedures, proper gating and riser design, regular sand quality testing, and comprehensive inspection at multiple points in the production process.
Are all casting defects visible to the naked eye? No. While surface defects like cold shuts, sand inclusions, and blowholes are usually visible, internal defects such as shrinkage cavities, internal porosity, and slag inclusions require non-destructive testing methods like X-ray or ultrasonic inspection to detect.