What Is ASTM A48?
ASTM A48 / A48M is the primary specification for gray iron castings used in general engineering applications where tensile strength is a key requirement. The standard classifies castings into strength –classes– (20 through 60) based on the minimum tensile strength measured on separately cast test bars. These tensile tests are typically performed according to ASTM E8 / E8M, while hardness is often checked using the Brinell method per ASTM E10.
Gray iron is defined by its microstructure: flake graphite embedded in a ferritic, pearlitic, or mixed matrix. Typical composition is about 2.5–4.0% carbon and 1–4% silicon, with the balance iron and minor additions for deoxidation and control of chill depth. Foundries manage carbon equivalent (CE) to balance fluidity, shrinkage tendency, and the amount of free graphite versus carbide formation.
This flake graphite morphology is what distinguishes gray cast iron from ductile iron, where graphite is spheroidal. Flake graphite introduces stress concentrations that reduce tensile strength and elongation but provide excellent vibration damping, thermal conductivity, and machinability. ASTM A48 does not tightly specify chemistry; instead, it defines minimum tensile strength, while hardness and microstructure are controlled by the foundry to meet performance requirements.
---
ASTM A48 Class 20: Low-Strength General Purpose
ASTM A48 Class 20 is the entry-level gray iron grade with a minimum tensile strength of 20 ksi (138 MPa) in the specified test bar size. Typical Brinell hardness falls in the 156–217 HB range, reflecting a relatively soft, ferrite-rich matrix with coarse flake graphite. Density is typically around the lower end of the gray iron range, about 6.95–7.1 g/cm³, due to higher graphite content.
Because of its low strength, Class 20 is not intended for highly stressed or impact-critical components. Instead, it is ideal for low-stress uses where weight, corrosion resistance, and cost are more important than mechanical strength. Typical applications include counterweights, manhole covers, ornamental and architectural castings, access covers, and non-structural housings or covers.
Key advantages of Class 20 are its very low cost and excellent machinability. The soft matrix ensures low tool wear and high cutting speeds, making it attractive where large volumes of material must be machined. It also offers excellent vibration damping and good castability into complex shapes and thin sections, with minimal risk of excessive chill. For procurement, Class 20 is often the best choice when loads are modest and the priority is lowest total cost.
---
ASTM A48 Class 25: Moderate Strength Industrial
ASTM A48 Class 25 raises the minimum tensile strength to 25 ksi (172 MPa), with a typical hardness range of 170–229 HB. The microstructure generally contains more pearlite than Class 20, improving strength and wear resistance while still maintaining good machinability. Density is typically mid-range for gray iron, around 7.1 g/cm³.
Class 25 is often used in industrial parts where modest structural loads are present but safety factors remain generous. Typical applications include pump housings and non-pressure pump components, machine bases, agricultural equipment parts, pipe fittings, large housings, and guards. In municipal and construction markets, it is also used for utility castings where some robustness is required.
The main advantage of Class 25 is a more favorable balance between strength and machinability while remaining cost-effective. It retains the excellent vibration and sound damping characteristic of gray iron, making it suitable for equipment bases that must attenuate noise and vibration. For design engineers, Class 25 is a sensible baseline when Class 20 feels marginal but there is no need to move all the way to Class 30 or higher.
---
ASTM A48 Class 30: The Workhorse Grade
ASTM A48 Class 30 has a minimum tensile strength of 30 ksi (207 MPa) and is the most widely used gray iron grade in mechanical and automotive applications. Typical hardness runs from 187–241 HB. The microstructure is usually predominantly pearlitic with evenly distributed flake graphite, delivering a strong combination of tensile strength, compressive strength, and wear resistance.
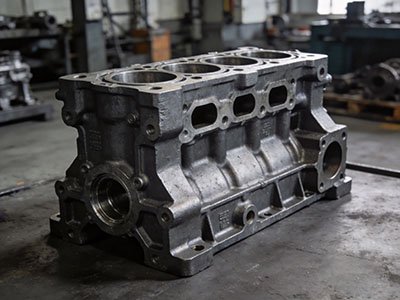
Class 30 is the standard choice for many automotive and transportation components. It is widely used for engine blocks, cylinder heads, brake drums, disc brake rotors, and transmission housings, where its thermal conductivity (typically in the 46–52 W/m·K range) and high damping are critical. In these applications, gray iron–s ability to dissipate heat and absorb vibration makes it superior to many steels and to ductile iron grades with lower thermal conductivity.
In industrial machinery, Class 30 is used for machine tool frames, gear blanks, moderately loaded housings, and general-purpose structural castings. It provides enough stiffness for most frames and bases while remaining readily machinable and economical. Vibration damping is excellent, often cited as 10–20 times higher than steel, which helps improve dimensional stability and surface finish in machine tools and rotating equipment.
For procurement and design teams, Class 30 is often the default –workhorse– specification. It offers a robust combination of properties: good strength, predictable machinability, good wear resistance for sliding surfaces, and reliable casting performance in a wide range of section thicknesses. Unless design calculations or service conditions explicitly require higher strength, Class 30 is often the most cost-effective choice.
---
ASTM A48 Class 35: Higher Strength for Structural Parts
ASTM A48 Class 35 increases the minimum tensile strength to 35 ksi (241 MPa), with typical hardness in the 207–255 HB range. The matrix is more pearlitic than Class 30 and may include fine pearlite or even some carbides in heavily chilled regions, particularly in thinner sections or where chill depth is intentionally increased. As strength rises, machinability gradually decreases, but remains acceptable with appropriate tooling.
Class 35 is commonly used in applications where higher stiffness and strength are required but designers still want the damping and castability advantages of gray iron. Typical applications include flywheels, heavy machinery frames, lathe and milling machine beds, gear housings with higher torque loads, and pressure-containing parts where stress levels and safety factors justify the higher class. It is often selected for thicker sections, where higher class grades help offset section size effects on tensile properties.
Compared to Class 30, Class 35 offers improved load-carrying capacity and higher resistance to deformation under bending and compressive loads. This makes it well suited for structural components where deflection control is important. For engineers, it is a logical step up when Class 30 meets most but not all of the design margins, and where the modest reduction in machinability is acceptable.
---
ASTM A48 Class 40: Premium Strength Gray Iron
ASTM A48 Class 40 requires a minimum tensile strength of 40 ksi (276 MPa) with typical hardness in the 217–269 HB range. The microstructure is predominantly fine pearlite with well-controlled flake graphite and limited free ferrite. Achieving consistent Class 40 properties demands tighter control of chemistry (especially CE), cooling rate, and chill depth, as well as attention to section thickness and gating design.
Class 40 is the go-to grade for high-load, higher-wear applications that still benefit from gray iron–s damping and thermal characteristics. Common uses include hydraulic and pneumatic components, valve bodies, pump housings subjected to pressure, compressor cylinders, high-duty compressor and pump components, and high-wear automotive parts such as diesel engine liners and some piston rings. The grade is also used for thick-section castings where lower classes would not provide sufficient strength in the critical cross-sections.
Because of the higher pearlite content and hardness, Class 40 offers significantly better wear resistance and fatigue strength compared to Class 30. It is often chosen where pressure tightness, impact resistance, and surface durability are critical. However, machinability is notably lower than Class 30; tooling and feeds/speeds must be chosen accordingly. From a process standpoint, Class 40 often requires closer process control and may have somewhat longer development cycles to dial in gating, risering, and cooling for repeatable performance.
---
ASTM A48 Class 45–60: High-Strength Special Applications
The upper ASTM A48 grades (Classes 45, 50, 55, and 60) push gray iron into high-strength territory, with minimum tensile strengths from 45 to 60 ksi (310–414 MPa). Typical hardness progresses from roughly 241 HB for Class 45 up to approximately 321 HB for Class 60, with typical ranges as follows:
- Class 45: ~241–275 HB
- Class 50: 241–298 HB
- Class 55: ~255–302 HB
- Class 60: 269–321 HB
These grades generally require refined metallurgy, tighter CE control, and either controlled chill or alloy additions (such as manganese, chromium, or molybdenum) to refine the pearlitic matrix and minimize ferrite. As hardness rises, machinability decreases substantially, and tool wear becomes a more significant cost driver.
High-strength gray iron classes are used for specialized, highly loaded parts where designers want higher tensile and fatigue strength but still rely on gray iron–s damping and thermal behavior. Typical applications include camshafts, heavy-duty wear components, certain dies and tooling, roll shells, and heavily loaded gear blanks. In some cases, higher classes are specified to allow section size reductions or to achieve specific wear performance.
Not all foundries routinely produce Classes 50–60, and availability in certain sizes and complexities can be limited. These grades also require more robust quality control, including metallographic analysis and consistent hardness mapping. Engineers should involve their foundry partner early when specifying these grades to confirm feasibility and cost impact.
---

Gray Iron Grade Selection Guide
Selecting the right gray iron grade is a balance of tensile strength, section thickness, machinability, cost, damping, and thermal requirements. ASTM A48 provides the minimum tensile strength, but the application conditions and geometry drive the practical choice. Over-specifying strength can increase cost and machining difficulty without adding real value, while under-specifying can compromise safety or durability.
Key selection factors include:
- Required stress and safety factor: Target a class whose minimum tensile strength provides adequate margin for peak service stresses.
- Wall thickness and geometry: Thicker sections naturally exhibit lower effective tensile strength; higher classes may be needed for heavy sections.
- Machinability and surface finish: Lower classes (20–30) machine easier; higher classes may require more robust tooling and process controls.
- Cost sensitivity: Higher classes generally carry higher melt and processing costs and can increase machining cost.
- Vibration damping: All gray iron classes have high damping (roughly 10–20 times steel), but lower-strength irons with more graphite often offer slightly better damping.
- Thermal and wear performance: For high-heat or sliding applications, Class 30–40 are typical; higher hardness improves wear but reduces machinability.
Comparison Table: ASTM A48 Gray Iron Classes
Values below are typical for engineering reference; actual properties of castings depend on section size and foundry practice.
| ASTM A48 Class | Min Tensile Strength (ksi) | Min Tensile Strength (MPa) | Typical Brinell Hardness (HB) | Typical Density (g/cm³) | Typical Applications | Relative Cost* | Machinability* |
|---|---|---|---|---|---|---|---|
| Class 20 | 20 | 138 | 156–217 | 6.95–7.10 | Counterweights, manhole covers, ornamental castings, covers | $ (lowest) | 5 (best) |
| Class 25 | 25 | 172 | 170–229 | ~7.05 | Pump housings, machine bases, ag equipment, pipe fittings | $ | 4–5 |
| Class 30 | 30 | 207 | 187–241 | ~7.10–7.20 | Engine blocks, brake drums and rotors, cylinder heads, machine frames, gear blanks | $$ | 4 |
| Class 35 | 35 | 241 | 207–255 | ~7.20 | Flywheels, heavy machinery frames, lathe beds, pressure parts | $$–$$$ | 3 |
| Class 40 | 40 | 276 | 217–269 | 7.20–7.30 | Valve bodies, pump housings, compressor cylinders, cylinder liners | $$$ | 2–3 |
| Class 45 | 45 | 310 | ~241–275 | ~7.30 | High-load structural and wear parts | $$$–$$$$ | 2 |
| Class 50 | 50 | 345 | 241–298 | ~7.30–7.35 | Camshafts, dies, roll shells, abrasion-resistant components | $$$$ | 1–2 |
| Class 55 | 55 | 379 | ~255–302 | ~7.35 | Specialized high-strength components | $$$$ | 1–2 |
| Class 60 | 60 | 414 | 269–321 | ~7.35 | Highly stressed components where gray iron behavior is essential | $$$$+ | 1 (challenging) |
\*Relative cost and machinability are qualitative scales for comparison across gray iron grades.
Practical Selection Tips
- For general-purpose parts and low-stress components, Class 20–25 usually provide the best cost-performance.
- For automotive and dynamic components requiring thermal conductivity and damping (engine blocks, brake rotors), Class 30 is typically preferred.
- For machine tool frames and structural components needing higher stiffness and vibration control, consider Class 35–40.
- For hydraulic and pressure-containing parts such as valve bodies and pump housings, Class 40 is often appropriate.
- Avoid automatically specifying higher classes –for safety–; coordinate stress analysis with your foundry–s recommendations to select the lowest class that satisfies performance and safety criteria.
---
How Matson Produces ASTM A48 Gray Iron Castings
At Matson, we produce a full range of ASTM A48 gray iron grades from Class 20 through Class 40, and selected higher-strength classes (45–60) for qualified applications. Our melting practice and furnace control are designed around tight management of carbon equivalent (CE) to ensure consistent graphite formation, chill depth, and mechanical properties. We adjust carbon, silicon, and alloy additions to target specific microstructures and hardness ranges.
Process control includes routine spectrographic chemistry checks, thermal analysis of molten iron, and metallographic evaluation of flake graphite type and matrix structure where required. Tensile properties are verified on separately cast test bars in accordance with ASTM A48 and tensile testing is performed per ASTM E8 / E8M. Brinell hardness measurements per ASTM E10 are used to validate as-cast or normalized hardness across critical areas.
Our quality system supports traceable heat records and test results for each production lot of gray iron castings. Typical lead times vary with part complexity and volume, but we work with customers to align material selection, casting design, and machining plans early in the project. If you are evaluating gray iron grades for a new or existing component, our engineering team can review your requirements and recommend the most appropriate class and process route.
---
FAQ
What is the difference between ASTM A48 Class 30 and Class 40?
Class 40 has a higher minimum tensile strength (40 ksi vs. 30 ksi) and a higher typical Brinell hardness than Class 30. This translates into better load-carrying capacity and wear resistance but somewhat lower machinability and potentially higher casting cost. Class 40 also requires tighter process control to achieve consistent properties, especially in thicker sections.
What does the number in "Class 30" gray iron mean?
The number in the ASTM A48 class designation corresponds to the minimum tensile strength, in ksi, measured on a separately cast test bar. For Class 30, the specification requires at least 30 ksi (207 MPa) tensile strength. Actual castings may exhibit slightly different tensile values depending on section thickness and cooling rate.
Can gray iron Class 50 be welded?
Welding high-strength gray iron such as Class 50 is generally not recommended as a routine fabrication method due to the risk of cracking and property degradation. If welding is unavoidable, it should be treated as a repair operation with specialized procedures: preheat, controlled heat input, compatible filler, and slow post-cooling. For designs that require extensive welding, ductile iron or steel is typically a better choice.
Which ASTM A48 grade is most machinable?
Lower-strength grades such as Class 20 and Class 25 offer the best machinability due to their softer, more ferritic matrices. Class 30 still machines very well and is often considered the best compromise between machinability and strength. As you move to Classes 35–60, increasing hardness and pearlite content reduce machinability and increase tool wear.
Is higher class gray iron always better?
No. Higher classes provide higher strength and hardness, but they also increase cost, reduce machinability, and can make casting more demanding. The optimal grade is the lowest class that safely meets the mechanical, wear, and service requirements of the part. Over-specifying strength often adds cost without delivering proportional benefit.
What is the hardness range for Class 35 gray iron?
Class 35 gray iron typically falls in the 207–255 HB Brinell hardness range. The exact hardness will depend on section thickness, cooling rate, and foundry processing, but this range is representative for most Class 35 applications. ---